Глава 1. ТЕРМИЧЕСКИЙ РИФОРМИНГ БЕНЗИНОВ
Великая депрессия в США открывает дорогу новому процессу переработки нефти.
Химизм и технология термического риформинга.
Генетическая связь процессов термического риформинга и термического крекинга. Непредельный характер бензинов термического риформинга.
Формирование разрыва между возможностями процесса и потребностями рынка в высокооктановых бензинах
Термический риформинг явился первым процессом для облагораживания низкооктановых бензиновых фракций прямой перегонки нефти.
До этого момента производство товарных автомобильных бензинов осуществлялось смешением бензинов прямой перегонки нефти с бензинами термического крекинга нефтяных остатков. На долю последних приходилось 43,9 % бензинов, произведенных в США в 1929 году [21].
Примечательно, что рождение нового процесса было обязано Великой депрессии, охватившей экономику США в начале XX века, что привело к снижению объемов переработки нефти из-за значительного падения промышленного производства.
Попытки рационального использования мощностей установок термического крекинга за счет переработки на них прямогонных бензинов привели к появлению в 1931 году нового процесса получения высокооктановых бензинов.
Технологическая схема термического риформинга представлена на рис. 1.
Процесс термического риформинга фактически являлся термическим крекингом и проводился в нагревательной печи по упрощенной схеме без рециркуляции продуктов и дополнительной реакционной камеры, используемых при переработке тяжелого сырья.

Рис. 1. Технологическая схема термического риформинга:
I – сырье – прямогонная лигроиновая фракция;
II – газ; III – бензин; IV – продукты уплотнения.
Внимание: здесь II и III – это потоки в верхней части рисунка,
IV – внизу. 1 – печь риформинга; 2 – реакционная камера;
3 – ректификационная колонна
Ниже представлены типичные условия проведения промышленного процесса и его результаты [5]:
– температура – 563 С;
– давление – 70 атм;
– время контакта – 20–40 секунд в зависимости от температуры процесса.
Применение повышенной температуры и отсутствие катализаторов обусловливало протекание процесса термического риформинга по свободнорадикальному механизму.
Основные стадии свободнорадикального механизма крекинга алканов в соответствии со схемой, предложенной Райсом – Косяковым, включают:
– зарождение цепи через гомолитический разрыв наиболее слабой связи в углеводородной молекуле; для алканов такой связью является углерод-углеродная связь, имеющая энергию диссоциации 310 кДж/моль (для н-октана), что на 84 кДж/моль меньше соответствующей энергии С–Н-связи при вторичном атоме углерода [3]: М = 2R*;
– продолжение (развитие) цепи:
R* = R*. + olefin,
R* + M = RH + M*;
– обрыв цепи:
R* + R* = RR,
R* + M* = RM,
M* + M* = MM.
Образующийся свободный радикал R* подвергается расщеплению с разрывом углерод-углеродной связи, находящейся в β-положении к радикальному центру, в результате чего образуется новый радикал с меньшей молекулярной массой и молекула олефина.
Обе реакции протекают с поглощением тепла и определяют высокую эндотермичность процесса.
Последовательное уменьшение молекулярной массы свободных радикалов в ходе протекания реакции расщепления приводит, в конечном счете, к глубокому крекингу с образованием низкомолекулярных олефинов.
Конкурентной данному превращению является реакция радикала с исходной молекулой, приводящая к насыщению свободного радикала, что блокирует и ограничивает уменьшение молекулярной массы продуктов крекинга. Данная реакция является бимолекулярной, поэтому изменение давления оказывает на нее более сильное влияние, чем на мономолекулярную реакцию расщепления радикала.
Изменение давления является инструментом, позволяющим регулировать отношение скоростей мономолекулярной и бимолекулярной реакций и контролировать показатели термического риформинга.
Высокое давление процесса ограничивает глубину превращения сырья, увеличивает выход жидких продуктов крекинга, но снижает октановое число из-за уменьшения содержания олефинов в продукте крекинга.
Снижение давления приводит к противоположным результатам.
Радикал-радикальные реакции обрыва цепи имеют нулевые или очень небольшие энергии активации (Еа), определяемые диффузией, и поэтому практически не зависят от изменения температуры.
В отличие от них, реакции зарождения цепи и реакции расщепления радикалов, связанные с разрывом углерод-углеродных связей, характеризуются более высокими Еа, и изменение температуры позволяет регулировать скорость этих реакций, контролируя глубину крекинга.
Легкость термического крекинга уменьшается в ряду:
алканы > олефины > нафтены > циклоолефины >
ароматические углеводороды.
Крекинг нафтенов проходит аналогично реакциям алканов с разрывом углерод-углеродной связи и раскрытием кольца с тем отличием, что продукт разрыва является бирадикалом.
При наличии боковой алифатической цепи в молекуле нафтена она также подвергается крекингу, в результате образуется нафтен с меньшей молекулярной массой и более высоким октановым числом.
Дегидрирование нафтенов с образованием ароматических углеводородов ограничено в связи с необходимостью разрыва более прочной С–Н-связи.
Наиболее устойчивыми в условиях термического крекинга являются ароматические углеводороды, делокализованная π-система которых обусловливает существование значительного энергетического барьера для разрыва С–С-связи.
Ароматические углеводороды с боковыми алифатическими радикалами подвергаются деалкилированию и крекингу в боковой цепи.
Что касается бензола, то в условиях термического крекинга происходит его конденсация с образованием бифенила [7].
Изменение углеводородного состава бензина термического риформинга в зависимости от глубины крекинга представлено на рис. 2 [5].
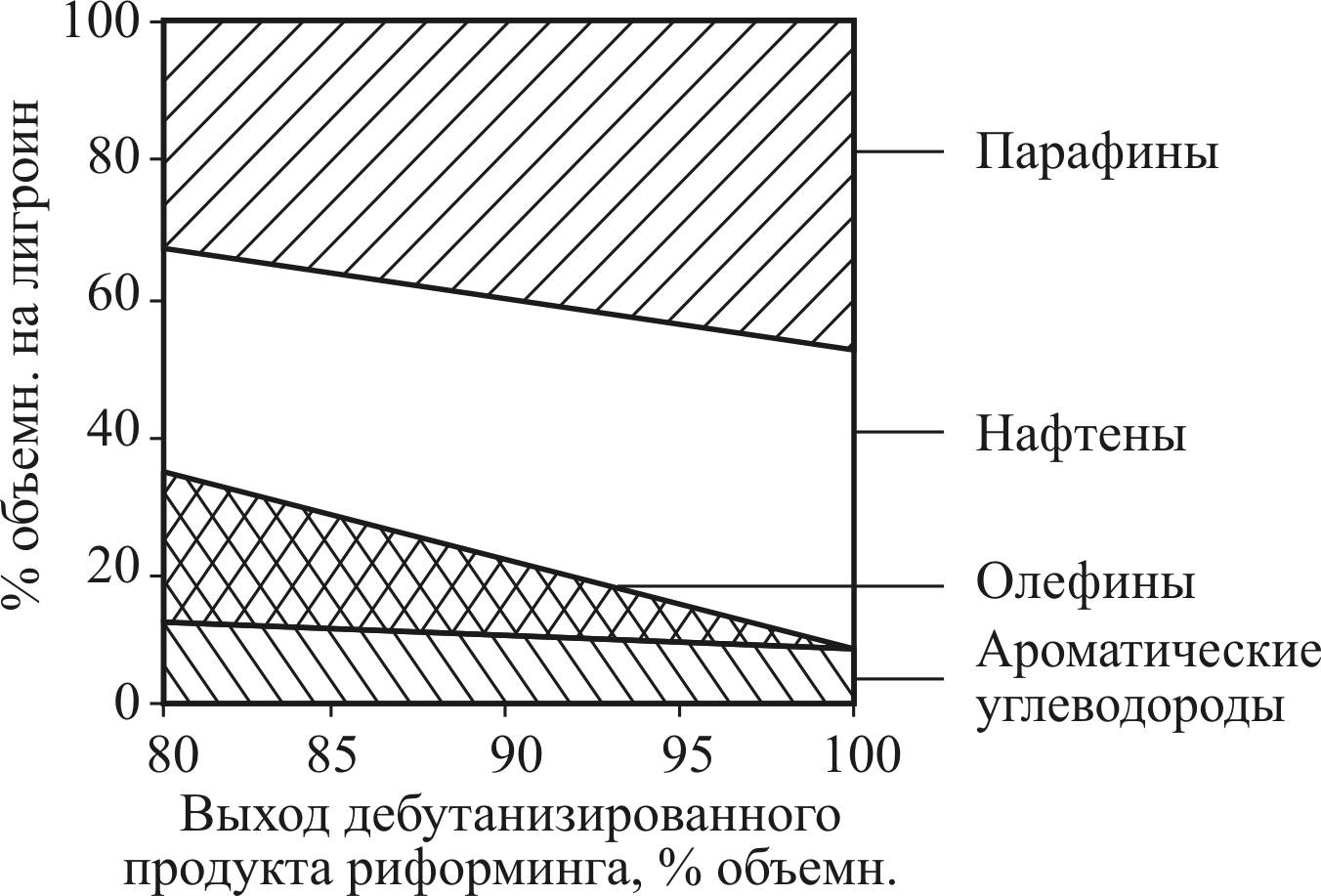
Рис. 2. Выход дебутанизированного
продукта риформинга
Повышение октанового числа бензина достигается за счет образования олефинов и циклоолефинов, а также удаления из бензина длинноцепочечных парафиновых и нафтеновых углеводородов.
Побочными продуктами термического риформинга являются газ и продукты уплотнения, образующиеся в результате реакций термической полимеризации, % масс.
– газ – 21,6;
в том числе
– Н2 + СН4 – 5,5;
– С2Н6 – 5,6;
– С2Н4 – 0,6;
– С3Н6 – 3,2;
– С3Н8 – 6,7;
– бензин (конец кипения 205 С) – 70,6;
– смолы – 7,8;
– октановое число бензина по моторному методу – 80,1.
Простота технологической схемы обеспечила широкое внедрение термического риформинга, однако процесс имел серьезные недостатки.
Возможности увеличения октанового числа бензина были ограничены значительным снижением выхода, сера в продукте снижала приемистость к тетраэтилсвинцу, а присутствие диенов снижало стабильность товарных автомобильных бензинов в процессе хранения.
Определенное улучшение выходов и октановых характеристик бензина было достигнуто за счет комбинирования термического риформинга с процессом каталитической полимеризации пропилена и бутиленов на фосфорной кислоте Catpoly, разработанного в американской компании UOP группой В.Н. Ипатьева и используемого в промышленности с 1935 года [5].
Материальный баланс и качество бензина комбинированного процесса в сравнении с термическим риформингом представлены ниже [5]:
– выход бензина, % объемн. – 74,1/85,2;
– октановое число по моторному методу – 80,3/81,3.
Однако очень скоро ограниченные возможности термического риформинга для повышения октановых характеристик бензинов становятся препятствием для массового внедрения более экономичных и мощных двигателей с повышенной степенью сжатия.
Новые потребности рынка стимулировали разработку и внедрение каталитического процесса риформинга.