2. Статическая балансировка
Статическая балансировка, как правило, проводится в одной плоскости коррекции и применяется, главным образом, к дисковым роторам. Её можно использовать, если отношение длины ротора к его диаметру не превышает 0,25. Плоскостью коррекции называют плоскость, перпендикулярную оси ротора, в которой расположен центр корректирующей массы (массы, используемой для уменьшения дисбалансов ротора).
При статической балансировке определяется и уменьшается главный вектор дисбалансов ротора, характеризующий его статическую неуравновешенность. Главный вектор дисбалансов равен сумме всех векторов дисбалансов, расположенных в различных плоскостях, перпендикулярных оси ротора (см. рис. 4).
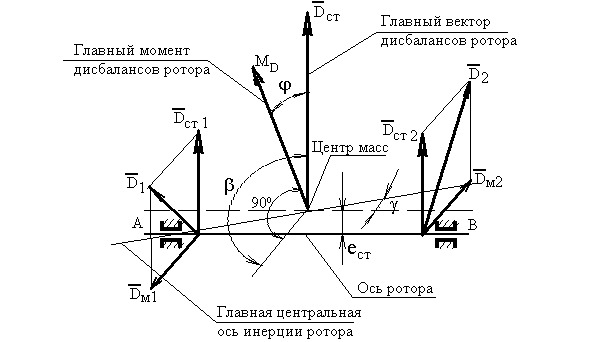
Рис.4
Для роторов, у которых их длины соизмеримы с диаметрами или превосходят их, статическая балансировка неэффективна, а в некоторых случаях может оказаться вредной. Например, если плоскость коррекции окажется на значительном расстоянии от главного вектора дисбалансов, то, уменьшив статическую неуравновешенность, можно увеличить моментную неуравновешенность.
При статической балансировке используется свойство центра масс ротора занимать при устойчивом равновесии низшее положение. Наиболее простым устройством для статической балансировки являются параллельные горизонтальные призмы или ножи, на которые устанавливается ротор или оправа с балансируемым диском (см. рис.5). Такие устройства полезны для устранения больших статических дисбалансов и широко используются для балансировки шлифовальных кругов. Ниже приведены соотношения геометрических параметров, рекомендуемых при изготовлении таких устройств.

Рис.5
Отклонение рабочих поверхностей призмы от горизонтальной плоскости не должно превышать 0,1мм на метр длины призмы. Ширина рабочей части призмы и её сечение выбираются таким образом, чтобы выполнялись следующие соотношения:
а ≤ m/2d, J ≥ Pl3/24Ey (3)
где А – ширина рабочей части призмы,
m – масса ротора в кг,
d – диаметр опорных шеек ротора,
J – момент инерции поперечного сечения призм,
Р = mg – вес ротора,
l – расстояние между опорами призм,
Е – модуль упругости материала призмы,
y = 0,02—0,03мм – допустимый прогиб в середине призм.
Если дать ротору свободу для перекатывания, то при наличии дисбаланса он после остановки примет такую позицию, при которой его центр масс займёт низшее положение. При статической балансировке, многократно перекатывая ротор, отмечают низшую точку. Если ротор останавливается в одной и той же позиции, то это свидетельствует о наличии дисбаланса. Ротор считается сбалансированным, если при многократном его повороте он останавливается в произвольном положении. Реально на практике призмы и валы изготавливаются из стали. Коэффициент трения качения для стали кт = 0,01- 0,05. Наибольший остаточный эксцентриситет ест, при балансировке на призмах, и будет определяться этим значением: ест = ктк = 0,05.
Исходя из этого, используя соотношение (2), можно оценить значение дисбаланса, которого можно добиться при статической балансировке.
Dст. = 0,05m гмм
Если подставить в формулу (1) значения:
Fц=0,3Р-допустимое предельное значение центробежной силы,
r = ест = 0.05мм,
то можно подсчитать частоту вращения, до которой можно применять статическую балансировку nст. ≈ 2300об/мин.
Следует отметить, что известно множество устройств для статической балансировки [4], позволяющих увеличить её точность. Однако в настоящий момент эти устройства мало распространены, так как широко стала использоваться динамическая балансировка, которая вытеснила устройства для статической балансировки в силу их ограниченных возможностей.
Иногда при статической балансировке корректирующие массы распределяются на две плоскости коррекции. В этом случае при распределении масс используются соотношения (4), приведённые ниже на рис.6.