Модуль1. Основные положения по расчету и выбору регулирующей арматуры
1.1. Современные средства расчета регулирующей арматуры и приводов
Эффективность и рентабельность зависят от правильного выбора размеров и установки. Вот как об этом говорят специалисты.
"Сегодня программное обеспечение для регулирующей арматуры от большинства производителей довольно продвинуты, и программы включают в себя все необходимые параметры клапана, что позволяют проводить расчеты всего лишь за один или два шага".
Джон Монсен, доктор философии, президент Валин Корпорейшн.
Определение размеров клапана и применение регулирующей арматуры всегда шли рука об руку. Однако, инструменты, доступные для пользователей клапанов, изменились и значительно улучшились со временем. В прошлом, расчеты размеров клапанов выполнялись со специально разработанными логарифмическими линейками. Некоторые из этих логарифмических линеек все еще актуальны сегодня и датируются концом 1930-х годов, до того, как была представлена концепция Сv. Отрасль постепенно адаптировалась с внедрением новых технологий. Примерно в 1978 году несколько производителей клапанов предлагали программы для программируемых калькуляторов HP97, многие из которых включали в себя вычисления шума.
После того как появился персональный компьютер (ПК) Хьюлетт Паккард, несколько производителей арматуры начали предлагать программы подбора размеров для ПК. Сначала они были рудиментарными, требующими, чтобы пользователь вводил конкретные параметры клапана, такие как FL и xT, и как только была рассчитана Сv пользователь должен был искать значение Сv в таблице производителя для определения того, какой клапан будет работать при допустимых степенях хода клапана. Как только это было определено, значения FL и xT, обычно должны были быть отрегулированы вручную. Кроме того, поправки к Сv и FL или xT для эффекта редуцирующих устройств труб часто отсутствовали или были неправильно реализованы. Так как формула для поправки Сv и FL и xT для эффекта трубных редуцирующих устройств, содержащих Сv, количество расчетов для нахождения решений было большим и трудоемким, поскольку необходимо было делать итеративные расчёты. Это был трудоемкий процесс с тогда еще очень медленными компьютерами.
Сегодня программное обеспечение для регулирующих клапанов от большинства производителей достаточно развито, и программы включают в себя все необходимые параметры клапана. Это сводит процесс определения размера регулирующего клапана только к одному- двум шагам и очень комфортно для конечного пользователя.
Некоторые ПО подбора размеров арматуры даже дают рекомендации насчет того, какой размер клапана будет лучше. Недостатком того, что все параметры находятся в программном обеспечении, является то, что большинство производителей может эффективно рассчитывать только свои собственные клапаны, хотя некоторые производители предоставляют программное обеспечение, содержащее данные для самых распространенных клапанов.
Возможно, самый новый и мощный инструмент, включённый в пакет программного обеспечения по определению размеров регулирующей арматуры – это возможность графического отображения обеих установленных характеристик потока (пропускной и расходной характеристик) и установленного усиления конкретной арматуры в системе, в которую она должна быть установлена.
На рисунке 1.1. показан установленный расход и коэффициент усиления двух размеров сегментного шарового клапана в предлагаемой системе с большим количеством труб и центробежным насосом. Это означает, что, если изменяется ход клапана и расход, падение давления в регулирующей арматуре также меняется.

Рис. 1.1. Установленная характеристика расхода и усиление двух сегментных шаровых кранов в системе со значительным количеством труб и центробежным насосом
Программа изображает две вертикальные линии на графике установленной характеристики для представления указанного минимального и максимального потока совпадет с графиком характеристики арматуры.
Что касается 6-дюймового клапана, есть много потраченной пропускной способности выше максимального потока 550 галлонов в минуту, который дорогостоящ и не нужен. Также не так уж и велик коэффициент безопасности на нижнем участке хода клапана. 3-дюймовый клапан использует более значительную часть своего общего диапазона хода и минимальный и максимальный указанные потоки симметрично размещены на установленной характеристике потока клапана. С 3-дюймовым клапаном, есть примерно такое же количество коэффициента безопасности на каждом конце указанного диапазона управления.
Реальную оценку того, как хорошо клапан будет контролировать процесс, можно найти в установленном графике усиления. Масштабирование оси 'x' находится в единицах q/qm, где q – фактический расход, а 'qm' – максимальный заданный расход. В пределах указанного диапазона расхода от 80 до 550 галлонов в минуту (между двумя вертикальными линиями), коэффициент усиления 6-дюймового клапана сильно меняется. Чем больше меняется усиление, тем труднее будет найти один хороший набор настроек регулятора, которые дадут и надежный контроль и стабильную работу на всем диапазоне расхода. Примерно на 70% от максимального указанного расхода, установленное усиление достигает около 3,5. Ошибочное 1% положение приведет к ошибке потока в 3,5 %, поэтому, в идеале коэффициент усиления должен быть максимально приближен к 1,0, чтобы сделать поток менее чувствительным к ошибкам положения. Установленный коэффициент усиления 3-дюймового клапана гораздо более постоянен, чем 6-дюймового клапана и ближе к идеальному значению 1,0. Это делает более легкой настройку контура для быстрого, но стабильного управления во всем заданном диапазоне расхода. Пиковое значение 2 означает, что ошибочное положение с погрешностью в 1% приведет к погрешности потока в 2%, по сравнению с 3,5% погрешностью 6-дюймового клапана.
Правильный выбор размеров приводов поворотных регулирующих клапанов необходим для обеспечения точного контроля и того, чтобы клапан плотно закрывался, когда это необходимо. Приводы больших размеров могут стоить дорого, добавить ненужный вес для сборки регулирующей арматуры и не реагировать так быстро на изменения в управляющих сигналах, как сделали бы это правильно подобранные приводы. Приводы меньшего размера, в лучшем случае, не смогут точно контролировать арматуру, переместить клапан под высокой нагрузкой процесса или прекратить процесс, когда клапан закрыт.
Существуют четыре наиболее распространенных типа механизмов для преобразования линейного движения во вращательное – это реечно-зубчатый механизм, шарнирный коленчатый вал, треугольный шатун и шарнирно-сочленённый кривошип, изображенные на рис. 1.2.

Рис. 1.2. Механизмы преобразования движения пневматического поворотного привода, их крутящие моменты и требования к крутящим моментам шарового крана и затворного клапана
Хотя пружинно-возвратные приводы наиболее популярны для управления, начиная с приводов двойного действия легче понять относительные преимущества каждого из них и то, как работают их механизмы преобразования. Версии с возвратной пружиной имеют одинаковый крутящий момент по сравнению с характеристикой положения, за исключением их крутящего момента по отношению к положению искажено наличием пружины.
Механизм преобразования движения рейки и зубьев шестерни привода следующий: зубья передаточного механизма, прикрепленные к поршням, поворачивают передаточный механизм (шестерню). Расстояние между плечом момента и зубчатой рейкой с центром шестерни остаётся постоянным, поэтому крутящий момент остается постоянным на всех градусах открытия (см. оранжевую линию на рис. 1.2). В шарнирном кривошипном механизме соединение на поршне зафиксировано и свободно вращается. Это означает, что в начале и в конце вращения, плечо момента короче, чем в середине хода, поэтому кривая крутящего момента на выходе самая низкая в начале и конце вращения и достигает центра хода (см. синюю/зелёную линии на рис. 1.2). Для треугольного шатуна, стержень, прикрепленный к поршню ограничен в движении по прямой, это означает, что плечо момента самое длинное в начале и конце хода, и самый короткий в середине хода, когда поршень движется вниз и соединение с плечом кривошипа скользит в паз в сторону вращающегося вала (см. розовую линию на рис. 1.2). Для сравнения, геометрия шарнирного рычага является сложной и образует сложную кривую вращательного момента (см. голубую линию на рис.1.2).
В каждом случае преобразования механизмов на рисунке 1.2, кривые крутящего момента проецируются на расчетный или номинальный крутящий момент в 1,0 на графике. Требуемый крутящий момент для типичного высокопроизводительного дискового затвора самый большой тогда, когда диск выходит или входит на седло. Требования к крутящему моменту значительно снижаются, когда диск освободит седло. Динамический крутящий момент, вызванный взаимодействием потока с пиками диска, составляет около 800. Максимальный требуемый крутящий момент обычно заявляется на 90% от расчетного крутящего момента привода, так как обычно приводы выбраны с коэффициентом запаса (безопасности) не менее 10%. Расчетные крутящие моменты привода и требования к крутящему моменту арматуры обычно консервативны. Только небольшой фактор безопасности необходим, особенно для запорной арматуры, где основное соображение заключается в том, что клапан входит и выходит из седла. Требования крутящего момента шарового крана такие же, что и дискового затвора. При посадке и выхода из седла, шаровой кран имеет несколько градусов "мертвого угла". Это место, где шар поворачивается, но проточная часть в шаре полностью закрыта седлом, перекрывающим поток, так что полное давление отключения – это вдавливание шара в седло. Также важно обратить внимание, что крутящий момент шарового крана не падает так низко, как у дискового затвора, потому что шар всегда находится в контакте с седлом.
Сравнение кривых крутящего момента четырех механизмов преобразования движения с требованиями к крутящему моменту двух общих поворотных клапанов в приведенном примере показывает факторы, которые должны быть определены, когда проводится выбор и определение размеров подходящего привода. Рейка и шестерня реечно-зубчатого механизма должны быть такого размера, чтобы их постоянный крутящий момент имел удовлетворительный коэффициент запаса (безопасности) (обычно 10%) выше требуемой посадки и сброса, необходимых для клапана. Для получения плавного и точного управления с клапанами, хорошее правило заключается в том, чтобы удостовериться, не использует ли привод более 40-60% его допустимого крутящего момента в диапазоне дросселирования. Это дает шарнирно-рычажному механизму преимущество, так как продольный зазор имеет размер с достаточным крутящим моментом для входа и выхода из седла, при этом у него остается много запасного крутящего момента в диапазоне дросселирования в диапазоне, где это необходимо для хорошего контроля. Хотя кривая крутящего момента треугольного шатунного механизма соответствует требованиям двух клапанов в примере, если он имеет размер, подобранный на основе небольшого коэффициента запаса, обычно необходимого для входа и выхода из седла, он предлагает наименьший запасной крутящий момент для лучшего управления. Шарнирный кривошип интересен тем, что у него есть много факторов безопасности входа и выхода из седла и точно следует требованиям к обеспечению достаточного момента в среднем положении хода клапана.
Большинство пружинных и мембранных поворотных приводов использует шарнирный кривошипный механизм; поэтому у них есть кривая крутящего момента, которая достигает пика в середине хода, как показано на рис. 1.3. Кривые крутящего момента пружинно-поворотных приводов собраны более сложно из-за добавления усилия пружины. Кривые отличаются для пневмоприводов, где воздух создает крутящий момент, но имеет противодействующее усилие пружины, действие которой увеличивается с поворотом привода, и ход пружины, где усилие пружины создает крутящий момент, но усилие уменьшается.
Выбор привода с достаточным крутящим моментом, чтобы вставить и вытащить клапан из седла, решение должно быть основано на нижнем крутящем моменте в конце хода. Например, если клапан должен быть пружинно-закрывающим, то привод выбирается исходя из крутящего момента на конце хода пружины для обеспечения того, чтобы привод мог надёжно закрыть клапан. Для клапана, который должен быть "пружинно-открывающим", конец крутящего момента хода при подаче воздуха – это то, что должно быть использовано при выборе привода.

Рис. 1.3. Кривая вращательного момента пружинно-возвратного привода с механизмом преобразования движения шарнирно- коленчатого вала
В течение многих лет производители арматуры публиковали таблицы размеров клапана, перепада давления в процессе и размер привода, чтобы помочь пользователям выбрать подходящий привод для конкретного применения. В общем, эти таблицы часто приводят к удовлетворительной производительности привода, но теперь производители клапанов стали разрабатывать программное обеспечение для определения размеров приводов, которое включает в себя математический анализ геометрии привода, геометрию клапана и анализ динамических процессов, действующих на клапан, чтобы точно рекомендовать лучший привод для конкретного клапана и процесса.
На рисунке 1.4 показаны результаты компьютерного анализа подбора параметров размера клапана, геометрия привода и динамика процесса, воздействующая на клапан. На основании условий процесса, типа и размера клапана, программа рассчитывает процент хода клапана при каждом заданном состоянии потока, или, как в данном примере, хода клапана в диапазоне от 21,4 до 74,1% (см. ячейки, пронумерованные 1, 2 и 3 на рис. 1.4). На основании условий процесса и конструкции клапана (ячейка 4) программа рассчитывает необходимый вращающий момент посадки и сброса на седло (вставка 6). Также вычисляется вращающий момент, необходимый для малой регулировки открытия и закрытия дроссельной заслонки на каждой из данных точек условий процесса (Вставка 7).

Рис. 1.4. Программа анализа геометрии клапана и привода и силовые процессы, происходящие в клапане
Используя вычисленную кривую выходного крутящего момента для выбранного привода, программа вычисляет коэффициенты нагрузки при посадке и выхода с седла и дросселирующей нагрузке. Коэффициент нагрузки определяется как процент от доступного крутящего момента привода в процентах перемещения, которое требуется для перемещения клапана.
В связи с постоянным развитием промышленных процессов, инструменты для поддержания и регулирования этих процессов продолжают развиваться. Эффективность и прибыльность зависит от правильности определения и установки технологических элементов, таких как регулирующая арматура и приводы. Как и следовало ожидать, инструменты, используемые для подбора правильных размеров, будут продолжать развиваться вместе с этой системой.
1.2. Вариабельность процесса
Как управлять качеством продукции и надежностью работы регулирующих клапанов через обеспечение устойчивости процесса? Вариабельность, которую также называют переменностью или колебательностью процесса, относится к любому нежелательному изменению того, что оператор контролирует – расход, давление, температура, уровень и т.д. Причиной, по которой важно, чтобы эти управляемые переменные существенно не менялись, является то, что они могут повлиять на изменения в свойствах или качестве конечного продукта.
Если есть проблема отклонений и колебательности, есть несколько способов решения этой проблемы. Одна стратегия состоит в том, чтобы продукт превосходил технические требования. Например, мельчайшие просветы на рулоне бумаги создают большие проблемы при продажах. Проблема заключается не в том, чтобы раздавать бесплатный продукт, поскольку на современном конкурентном рынке большинство не может себе этого позволить, а держать процесс в наиболее устойчивом состоянии с минимальной колебательностью процесса.
Если производится некачественный продукт, то его нужно, либо продавать за меньшие деньги, переработать (например, пропустить углеводородное сырье обратно через колонну или реактор, или повторно произвести рулон бумаги из брака), что требует энергии и времени и, следовательно, это дорого, или продать с потерей прибыли. Если клиент обнаруживает, что приобрёл некачественный товар, он начнет покупать у кого-то другого.
Другим потенциальным результатом чрезмерной колебательности процесса является то, что для того, чтобы сделать приемлемый продукт, среднее количество израсходованного сырья должно быть сокращено. Существует также возможность создать дополнительную нагрузку на регулирующую арматуру, другие виды арматуры или другое технологическое оборудование, которое может привести к излишнему техническому обслуживанию и незапланированным простоям. В любом случае, колебательность процесса может стоить денег.
Есть ряд вещей, которые могут вызвать чрезмерную переменность процесса, включая следующие:
– Состав поступающего сырья
– Состав входящих компонентов
– Технологическое оборудование
– Управление процессом проектирования
– Неадекватное смешивание / перемешивание
– Неэффективная настройка контуров управления
– Неправильно выбранные или плохо работающие регулирующие арматуры.
Конечные пользователи обеспокоены всеми пунктами этого списка, но для нашего обсуждения будет рассмотрен последний.
Примерно в половине случаев существует проблема колебательности, это может прослеживаться до регулирующей арматуры. Для хорошего управления требуется арматура, которая:
– Имеет пропускную способность, соответствующую процессу
– Правильного размера
– Имеет хорошие статические и динамические характеристики.
Важно выбрать арматуру с действительными характеристиками, которые соответствует процессу и правильно подобрать размер (номинальный диаметр) арматуры. Неправильно выбранная действительная пропускная характеристика приведет к нелинейной установленной расходной характеристике в трубопроводе. Результатом будет система, которую будет сложно или невозможно настроить для быстрого и стабильного отклика во всем требуемом диапазоне расхода. С другой стороны, правильно выбранная действительная пропускная характеристика даст линейную или почти линейную установленную пропускную характеристику, облегчая настройку системы для быстрого и стабильного отклика во всем требуемом диапазоне расхода.
Кроме того, регулирующие клапаны с большими номинальными диаметрами по сравнению с расчетными, имеют проблемы с точным корректированием потока до желаемой скорости. Предположим, что два клапана имеют одинаковое применение. В этом случае арматура правильного размера сможет регулировать расход с меньшими приращениями (по сравнению с габаритной арматурой) и, следовательно, сможет контролировать расход точнее.
Работа регулирующей арматуры также оказывает значительное влияние на переменность процесса. Самыми важными мерами производительности являются разрешение (или чувствительность), мертвая зона и скорость реакции.
Пример типичного теста мертвой зоны и разрешения показан на рисунке 1.5. «Трущееся» поведение арматуры часто воспринимается как плохая страгиваемость и определяется трением покоя. Это результат взаимодействия между трением в статике и динамическим трением. Статическое трение обычно намного выше, чем динамическое трение.

Рис.1.5. Типичный результат теста статической мертвой зоны и разрешения
В результате арматура держится на месте, пока приводом не будет создано достаточное усилие, чтобы преодолеть статическое трение, затем арматура быстро перемещается в другое положение. Разрешение (шаг) является мерой наименьшего движения, на которое способна арматура, двигаясь в одном направлении. Это называется статическим тестом, потому что всегда нужно ждать достаточно долго после каждого шага для любого возможного движения. Измерения не снимаются во время движения арматуры, но записывается только статическое положение арматуры после того, как она остановилась.
Сигнал управления представлен в виде ступени в одном направлении с очень маленькими ступеньками. После каждого шага есть период ожидания, чтобы убедиться, что у арматуры есть время сделать какое-либо движение, которое она собирается сделать перед началом следующего шага. Наблюдая за количеством шагов управляющего сигнала, которые необходимы, чтобы сделать движение, можно заметить, насколько чувствительна арматура, обычно это называется «разрешением».
После нескольких шагов в одном направлении, направление шагов меняется. Наблюдая за количеством шагов, которое требуется для инициирования, реверсирование движения арматуры определяет, что такое мертвая зона.
В этом примере размер шага составляет ¼%. В том же направлении эта арматура реагирует на каждый ¼% шаг, поэтому он имеет чувствительность или «разрешение» не менее ¼%. Это занимает два шага ¼% после смены направления для того, чтобы арматура начала двигаться в обратном направлении, так что эта арматура имеет мертвую зону не более чем ½%. Мертвая зона обнаруживается в процессе как простой, который дестабилизирует управление. Обратите внимание, что шкалы входа и положения различны, так что два графика будут легче отличаться друг от друга.
На рисунке 1.6. показаны результаты теста для очень «трущейся» регулирующей арматуры.

Рис.1.6. Статическая мертвая зона и разрешение арматуры с чрезмерным статическим трением
Результат чрезмерного трения в замкнутом контуре системы это предельный контур и переменность процесса (см. рис. 1.7.) с примером предельного контура.

Рис.1.7. Предельный цикл
Обратим внимание на контур переменного процесса на рисунке 1.7. и горизонтальную линию, которая была проведена над контуром переменного процесса в левой части графика. Арматура остаётся на одном уровне, а переменная процесса выше заданного значения. Интегральное (или сбросное) действие ПИ (пропорционально- интегрального) регулятора наращивает выход контроллера в попытке исправить ошибку до тех пор, пока в приводе не будет достаточно давления, чтобы преодолеть статическое трение. Это связано с тем, что динамическое трение ниже, чем статическое трение, и арматура быстро перемещается в новое положение. До того, как статическое трение преодолено, в приводе создалось достаточно давления, чтобы арматура перекрыла заданное положение, и новое значение переменной процесса теперь ниже заданного значения. В результате, действие сброса ПИ регулятора начинает линейно изменять выход контроллера в противоположном направлении в попытке исправить новую ошибку, но арматура снова остается в том же положении и не двигается, пока в приводе не будет создано достаточно давления для преодоления статического трения. Результатом является «Предельный цикл».
Характерной чертой предельного цикла является то, что переменная процесса способна колебаться в приближенной «квадратной» форме волны, а выходной сигнал контроллера колеблется в виде волны формы «зубьев пилы». Настройка контура изменит период предельного цикла, но не устранит его. Единственным решением для предельного цикла, вызванного регулирующей арматурой, является ремонт или замена арматуры.
Еще одной важной мерой качества регулирования и совершенства регулирующей арматуры является скорость реакции на шаг изменения в управляющем сигнале. Это «динамический» тест, так как он определяет, что арматура делает, пока она движется, и все движение записывается.
На рисунке 1.8. представлена типичная реакция арматуры на ступенчатое воздействие в заданной точке.

Рис. 1.8. Типичная реакция регулирующей арматуры на ступенчатое воздействие управляющего сигнала
При ступенчатом воздействии будет некоторый "простой" (Td, от англ. dead time), прежде чем будет произведено движение рабочего органа арматуры. При этом может возникать перерегулирование.
В прошлом два параметра обычно использовались для измерения скорости реакции, T63, время, необходимое для арматуры, чтобы среагировать на 63 % от общей реакции, и T98, время, необходимое для арматуры, чтобы достичь 98 % от ее окончательного положения.
T63 был выбран как эквивалент постоянной времени системы первого порядка. Термин «постоянная времени» не использовался, потому что реакция регулирующей арматуры редко бывает первого порядка. Реакция первого порядка с T86 (две постоянные времени) и временем установления, аналогично T86 и времени установления отклика арматуры, нужны для того, чтобы определить, что реакция арматуры не первого порядка.
ISAS75.25.01, «Процедура измерения реакции регулирующей арматуры ступенчатое воздействие» теперь использует один параметр – T86, что соответствует двум постоянным времени системы первого порядка. Обратите внимание, что T86 измеряется от времени изменения шага в управляющем сигнале.
Скорость реакции регулирующей арматуры также является проблемой. На рисунках 1.9. и 1.10 показан отклик системы первого порядка, которая имеет постоянную времени равную 10 секунд, то есть процесс, который реагирует на протяжении 63% полной реакции за 10 секунд.

Рис. 1.9. Реакция процесса с 10-секундной постоянной времени при управлении значением 10-секундной постоянной времени

Рис. 1.10. Реакция процесса с 10-секундной постоянной времени
при управлении значением 1-секундной постоянной времени
Хотя реакция регулирующей арматуры обычно более сложная, чем первого порядка, допустимо, для сравнения эффекта арматуры с различными скоростями, рассматривать их как системы первого порядка. Если бы 10-секундная система контролировалась арматурой с 10-секундной постоянной времени, общий отклик будет выглядеть так, как показано на рисунке 1.9. Объединенный отклик намного медленнее, чем то, на что способен сам процесс. Когда тот же 10-секундный процесс управляется арматурой с постоянной времени в 1 секунду, как показано на рисунке 6, объединенный отклик почти так же быстр, как скорость, с которой бы процесс мог реагировать с бесконечно быстрой арматурой. Как правило, арматура, которая в пять раз быстрее, чем сам процесс, будет иметь небольшой эффект в замедлении процесса реагирования настолько быстро, насколько это возможно.
Ниже приведены некоторые рекомендации для арматуры в процессах, где требуется очень хорошее управление:
1. Разрешение (Сцепление/ трение покоя): ≤ 0,5%
2. Мертвая зона: ≤ 0,5%
3. Скорость реакции:
А) Быстрые контуры:
1. Td арматуры ≤ 20% от требуемой постоянной времени процесса с обратной связью
2. T86 арматуры ≤ 40% от требуемой постоянной времени процесса с обратной связью (это эквивалентно тому, что арматура должна быть в пять раз быстрее желаемого времени реакции процесса с обратной связью.)
3. Время установления арматуры ≤ чем желаемая требуемая постоянная времени процесса с обратной связью
Б) Медленные контуры: не важны
4. Ступенчатое перерегулирование: максимум 20%.
Поскольку арматура достигает 86 % от ее общей реакции за 2 секунды, и желаемая реакция процесса должна достичь 86 % от ее общей реакции за 10 секунд, это равносильно тому, что арматура в пять раз быстрее, чем желаемое время реакции процесса.
20% перерегулирования означает 20% размера шага. Например, перерегулирование на 10% не должно превышать 2% шкалы. Рекомендации для T86 соответствует с предложениями в техническом отчете арматуры ISA – TR75.25.02.
На рисунке 1.11 продемонстрировано, почему критерии скорости реакции имеют смысл.

Рис. 1.11. Реакция арматуры в сравнении с требованиями процесса
Это та же арматура, которая обсуждалась ранее, и она соответствует вышеуказанным рекомендациям для процесса, где желаемая постоянная времени обратной связи составляет 5 секунд.
Простой, который чуть ниже рекомендуемых 20% от желаемой постоянной времени обратной связи, означает, что он закончился вовремя, чтобы иметь небольшое влияние на общую реакцию процесса.
Арматура достигает 86% своего полного хода только после 40% от желаемой постоянной времени обратной связи. Можно увидеть, что арматура намного впереди, когда процесс должен достичь 63% от его окончательного значения, и даже дальше, когда процесс должен достичь значения своих двух постоянных времени (86%). Так как арматура достигает 86% своей полной реакции в течение 2 секунд, и желаемый отклик процесса должен достичь 86% от общей реакции за 10 секунд, это эквивалентно тому, что арматура в пять раз быстрее, чем требуемое время отклика процесса.
На ранней стадии полного отклика небольшое перерегулирование будет способствовать незначительно, если и будет, перерегулированию процесса. Реакция арматуры установилась до своего окончательного значения после чуть меньше одной желаемой постоянной времени процесса, задолго до того, как процесс, как ожидается, достигнет своего окончательного значения.
То, что нужно запомнить:
– арматура большего размера затруднит точное регулирование расхода.
– регулирующая арматура с неправильной действительной пропускной характеристикой приведет к нелинейной установленной пропускной характеристике и затруднит или сделает невозможным подбор настроек ПИД-регулятора, которые дадут быстрое и стабильное управление на протяжении требуемого диапазона расхода.
– предельный цикл, скорее всего, вызван арматурой, которая имеет чрезмерное усилие страгивания из-за статического трения (сцепления и трения покоя) и нуждается в ремонте или замене.
1.3. Кавитация и прогнозирование кавитационных повреждений в регулирующей арматуре
Дросселированный поток жидкости в регулирующих клапанах приводит либо к вскипанию, либо, что чаще, к кавитации. Классический подход к объяснению дросселированного потока заключается в следующем. Если предположить, что поток увеличивается линейно с квадратным корнем перепада давления, ΔP до тех пор, пока ΔP достигает перепада дросселированного давления, ΔPдроссел., и тут же становится полностью дросселированным без дальнейшего увеличения расхода. (См. пунктирные линии на Рис. 1.12). Термин, используемый здесь для разделительной линии между недросселированным потоком и дросселированным потоком (ΔPдроссел.), – это терминология, используемая в версии 2012 года (Стандарт стабилизации определения размера регулирующей арматуры Международного общества автоматизации (ISA)). До этого, не было определения разделяющей линии, так что производители арматуры придумывали свои названия.

Рис. 1.12. Реальная ситуация того, как поток дросселируется постепенно, а не мгновенно
Некоторые примеры: ΔPдопустимое, ΔPконечное, ΔPmax и ΔPкритическое. На самом деле, есть определенное количество округлений графика в точке ΔPдросселируемое, как показано на рисунке 1.12.
На кривую дросселирования влияет геометрия отверстия арматуры. В качестве примера, см. сегментный клапан на рис. 1.13, имеющий значительную переходную кривую дросселирования. Для сегментного шарового клапана диапазон дросселирования имеет значительный переход из-за конфигурации прохождения потока. Сегментный кран имеет зону неравномерного потока. Ограниченный поток на узких концах зоны неравномерного потока создает локально более высокий сдвиг напряжения, вызывающие кавитацию (и, в конечном счете, дросселирование), чтобы сначала произойти в этих областях. В конце концов, вся зона будет дросселировать по мере того, как перепад давления в арматуре увеличивается. В результате неравномерного распределения кавитационного потенциала, дросселирование происходит в разных местах внутри клапана с различным расходом. Это вызывает дросселирование в переходной области.

Рис. 1.13. Влияние геометрии отверстия клапана на длину перехода от недросселированного потока к полностью дросселированному
В отличие от сегментного шарового крана седельный линейный клапан имеет очень симметричную зону потока, поэтому дросселирование начнется примерно на всем пути расхода в то же время, в результате чего более образуется короткая переходная область между недросселированным потоком и полностью дросселированным потоком.
Затруднения при определении графика расхода
Нет признанного метода для расчета формы закругленной части графика, поэтому уравнения ISA изображают пунктирные линии на рисунке 1.12. В течение многих лет классический подход (пунктирные линии) был использован для прогнозирования кавитационных повреждений. Предполагалось, что если фактическое падение давления было меньше, чем ΔPдросселированное, то кавитационных повреждений не было; и, если фактическое падение давления было больше, чем ΔPдросселированное, то повреждения, вызванные кавитацией, были. В настоящее время, большинство пользователей регулирующих клапанов и их производителей признали, что при регулировании в области, находящейся слишком близко к точке ΔPдросселированное может привести к неприемлемым уровням кавитационных повреждений. Не трудно обнаружить механическое повреждение, вызванное вибрацией, возникающей в результате кавитации. Так, в одном случае болты крепления привода к клапану разболтались до такой степени, что привод расшатался и чуть не упал. В другом случае, отсечной клапан с электроприводом, находящийся ниже кавитирующего клапана примерно на 20 футов, вышел из строя. Конденсатор двигателя вышел из строя из-за высокой вибрации.
Это округленная кривая расхода прогнозирует ущерб сложнее, чем, если сопоставлять фактическое падение давления с расчетным падением давления в дросселе (которое предполагает классическое обсуждение внезапного перехода между недросселированным потоком и дросселированным. Шум и повреждения могут возникнуть до того, как давление в основном течении в местном сужении потока падает до Ff Pv.
Pv (Ff, умноженное на давление пара жидкости). Хотя многие публикации о дросселированных потоках, кавитации и вскипании говорят о том, что падение давления в местном сужении потока продолжаются до давления пара, многочисленные испытания дросселированного потока показали, что давление при местном сужении потока должно опуститься ниже давления пара на входе для образования испарения в местном сужении потока и для его дросселирования. Формула ISA на рис.1.12 для Ff дает хорошую аппроксимацию того, насколько ниже должно быть давление пара на входе, чем давление при местном сужении потока для дросселирования потока.
Этапы кавитации
Первые стадии кавитации начинаются тогда, когда среднее давление в основной линии потока на местном сужении потока все еще выше, чем Ff, умноженное на давление паров жидкости (см. рис. 1.14).

Рис. 1.14. Кавитация может возникнуть, когда давление в местном сужении потока больше FfPv
В точках резкого увеличения площади расхода, линии потока, которые привязаны к физическим границам арматуры могут разделяться, и когда это происходит, они образуют вихри. Скорость вращения в вихрях может быть достаточно высокой, чтобы местное давление внутри вихря упало ниже давления пара, и образовались пузырьки пара. Как только скорость вращения вихря уменьшается, давление, окружающее пузырьки пара увеличиваются, и пузырьки лопаются. Вихри также образуются в слое сдвига, прилегающего к основной линии потока, где существуют высокоскоростные градиенты, и они также являются потенциальными источниками для кавитации. Этот уровень кавитации имеет потенциал индикации для определения генерации шума и повреждений даже до того, как кривая расхода начинает отклоняться от прямой.
Как только падение давления в арматуре увеличивается, скорость в местном сужении потока увеличивается, и давление в местном сужении потока падает до FfPv (см. рис. 1.15).
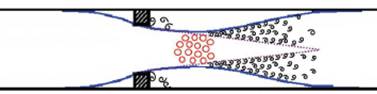
Рис. 1.15. Падение давления в местном сужении потока до FfPv
Расход в регулирующей арматуре зависит от давления в местном сужении потока. Поскольку давление в местном сужении потока не может быть меньше, чем Ff умноженное на давление паров жидкости, поток становится дросселированным; то есть дальнейшее снижение давления на выходе не влияет на дальнейшее увеличение расхода.
Управлять арматурой "в" или "за" рассчитанной по FL точке дросселирования ΔPдроссел. почти наверняка приведет к чрезмерному шуму и кавитационным повреждениям.
Прогнозирование кавитационных повреждений
Проблема кавитации состоит из двух частей: возможность появления высокого уровня шума и повреждения арматуры. Существует несколько надежных методов для прогнозирования шума в арматуре, в том числе методы, опубликованные Международной Электротехнической комиссией, ISA и немецким VDMA. Нет стандарта для прогнозирования кавитационных повреждений.
Некоторые производители арматуры прогнозируют начало кавитационного повреждения по определению в зарождающемся повреждении падения давления, которое можно обозначить как ΔPID, используя коэффициент КС (см. формулу на рис. 1.16).

Рис. 1.16. КС и σmr как прогнозирование кавитационных повреждений
Первоначально производители арматуры определили ΔPID и КС как точку, в которой кривая фактического расхода отклоняется от прямой на 2 процента. Позднее было определено, что это не обязательно должно совпадать с началом повреждения. Несколько производителей сейчас оценивают фактическое применение опыта с кавитационным повреждением и устанавливают значения КС для арматуры. Один производитель использует КС, равный 0,7 для седельного линейного клапана, который, как он утверждает, хорошо прогнозирует точки, в которой начинается повреждение.
Другие производители базируются на рекомендуемой практике ISA-RP75.23 – 1995, (Оценка кавитации регулирующей арматуры), и используют σ, чтобы представлять различные уровни кавитации.
Они используют значения σmr (рекомендуемое минимальное значение сигмы производителя для конкретной арматуры). σ определяется как
(P1 – Pv) / ΔP.
σmr и КС – это взаимообратные величины. Они несут одну и ту же информацию, хотя рекомендуемая практика включает в себя дополнительные параметры. Более высокие значения КС сдвигают точку начального повреждения ближе к ΔPдроссел., где более низкие значения σmr делают то же самое.
FL – это не параметр кавитации, а параметр дросселированного потока. Его единственное использование заключается в определении теоретической точки дросселирования, исходя из предположения, что точка дросселированного потока, ΔPдроссел., является пересечением двух прямых пунктирных линий, показанных на рис. 1 и 4 красным и зеленым цветом. Использование FL в качестве параметра кавитации, вероятно, приведет к недопустимым уровням кавитационного повреждения.
Специальные методы определения кавитации
Метод прогнозирования кавитации, который с успехом используется уже более 25 лет, и основан на том факте, что то же самое, что приводит к повреждениям, также вызывает шум, а именно, к схлопыванию пузырьков пара.
Идея корреляции шума с кавитационными повреждениями возникла в 1985 году, когда доктор Ханс Бауманн опубликовал статью, в которой он установил максимальный уровень звукового давления 85 A-децибел (дБА) как верхний предел, чтобы избежать допустимого уровня кавитационного повреждения в дисковых затворах. Чтобы убедиться в этом, производитель арматуры Метсо провел исследование многих кавитационных повреждений, причем в некоторых случаях кавитация была минимальной, а в других – чрезмерной. Был сделан вывод, что возможен прогноз, что повреждения будут в пределах допустимого, если прогнозируемый уровень шума ниже пределов, установленных в исследовании. Для 6-дюймового клапана, предел составляет 85 дБА.
Так как одинаковое количество пузырьков в секунду, которые приводят к уровню звукового давления, равному 85 дБА и возможность кавитационных повреждений в 6-дюймовом клапане более распространены и менее сконцентрированы, чем в 8-дюймовом клапане, допускается больше пузырьков в секунду и, следовательно, более высокий уровень шума присутствует в больших клапанах. Применяя то же рассуждение, количество пузырьков в секунду, допустимые в 4-дюймовом клапане, будет более сосредоточенным в 3-дюймовом клапане, чтобы избежать повреждения в меньших клапанах, предел шума должен быть ниже.
Установленные пределы SPL (основанные на расчетах шума с использованием VDMA 244221979), чтобы избежать кавитационных повреждений, являются арматура размером
до 3 дюймов: 80 дБА
от 4 до 6 дюймов: 85 дБА
от 8 до 14 дюймов: 90 дБА
от 16 дюймов и больше: 95 дБА
Обратите внимание, что, независимо от расчета шума, фактическое падение давления должно быть меньше, чем падение давления дросселирования, потому что опыт показывает, что управление падением давления дросселирования почти наверняка приведет к повреждению в большинстве применений регулирующей арматуры.
1.4. Почему клапаны с собственной равнопроцентной характеристикой имеют линейную расходную характеристику в трубопроводе?
Каким образом установленный поток, характерный для равнопроцентного клапана в системе, включающей значительное количество труб или других трудоёмких элементов "магически" становится линейной, или приблизительно линейной расходной установленной характеристикой. Компьютеризированный анализ, используя математическую модель системы, подтверждает, что это действительно так. Чтобы продемонстрировать это, мы рассмотрим систему, показанную на рис. 1.17. Это система с центробежным насосом и значительным количеством труб, как вверх по течению, так и вниз по течению от регулирующей арматуры. Статический анализ показывает, что при изменении расхода, давление на входе и выходе клапана (P1 и P2) изменяется как показано в таблице и графике на рис. 1.17.
Мы также приведем рабочий лист расчетов с размерами регулирующей арматуры, которая поможет построить график расходной характеристики данного клапана в системе, в которой она будет установлена. График расхода, выполняемый на основе табличных значений CV и зависимых от относительного хода (Таблица 1.1.), вводимых пользователем условий протекания технологического процесса, например, те, что показаны на рис. 1.17, и модель процесса, основанная на принципе, что потери давления в трубопроводной системе приблизительно равны квадрату расхода в приведенной модели процесса и ее применение приведены в таблице 1.2.
Таблица 1.1. Данные клапана

Данные расчета системы приведены ниже

Рис. 1.17. Анализ системы со значительным числом труб и падением давления до и после равнопроцентного клапана
Рисунок 1.18. представляет собой скриншот пользовательского интерфейса рабочего листа, отображающий данные процесса для примера на рис. 1.17. Он также показывает рассчитанный требуемый Cv клапана для указанного минимального и максимального расхода.

Рис. 1.18. Данные ввода и результаты вычислений для системы из рис.1.17.
На рисунке 1.19 показан график установленного относительного расхода (синим цветом) вместе с относительной действительной пропускной способностью клапана, Cv (серый). На рисунке 1.19 также показан перепад давления в клапане (красный цвет), определяемый моделью давления процесса в таблице 1.2.
Таблица 1.2.
Модель процесса падения давления в клапане

На рисунке 1.19 вертикальная ось слева показывает падение давления на клапане в зависимости от относительного хода клапана. Вертикальная ось справа показывает относительный установленный расход, и относительную пропускную способность клапана (Cv). Важно отметить, что оба графика установленного расхода (расходной характеристики) и действительной пропускной характеристики клапана (Cv) показывают на относительной шкале. То есть, относительный расход 1 – это 100% полностью открытый расход и относительная пропускная способность (Cv) 1 составляет 100% от полностью открытого Cv, рассчитанным производителем. Это широко используемое соглашение, так как оно позволяет легко сравнивать форму и линейность действительной установленной характеристики различных типов и размеров клапанов.

Рис.1.19. Действительная пропускная характеристика и перепад давления клапана в установленной пропускной характеристике
В примере ясно видно, что на основании компьютерной модели этой системы и клапана, установленная пропускная характеристика равнопроцентного клапана в этой системе почти линейная, где перепад давления через клапан уменьшается с увеличением расхода.
Обратная сторона, показывающая действительную пропускную способность клапана (Cv) и расход, как относительные графики, это то, что он маскирует то, что на самом деле происходит. Что на самом деле вызывает равнопроцентную действительную пропускную способность, чтобы стать почти линейным расходом в трубопроводе при снижении перепада давления в клапане с увеличением хода клапана и увеличением расхода?
На рисунке 1.20 объяснено, что на самом деле происходит, когда равнопроцентный клапан устанавливается в системе, в которой перепад давления клапана уменьшается с открытием клапана и увеличением расхода.

Рис. 1.20. Сравнение установленной пропускной характеристики 3-дюймого равнопроцентного сегментного шарового клапана в системе на рис.1 (красные линии) и в системе постоянного перепада давления в клапане (голубые линии)
На рис.1.20. показаны два скриншота, наложенных друг на друга из одного и того же расчетного листа. Он немного изменен, чтобы построить график фактического расхода (по левой оси) не как относительный расход, а в фактических единицах расхода (галлонов в минуту). Это сделано для того, чтобы можно было наблюдать разницу между тем, как выглядел бы полностью открытый расход, если бы перепад давления в клапане оставался постоянным с ходом клапана и расходом (синие линии), и если бы перепад давления в клапане уменьшился с ходом клапана и расходом из-за потерь давления в системе (красные линии). Когда перепад давления в клапане остается постоянным при всех открытиях клапана и расходах, характеристика установленного расхода (синяя линия) имеет ту же форму, что и действительная пропускная характеристика – равнопроцентная характеристика.
При установке в системе равнопроцентного клапана, где, из-за потерь давления, меняется не только форма соотношения между ходом клапана и расходом, но и значительно снижается полностью открытая пропускная способность клапана. Это может возникнуть из-за потерь давления в трубопроводах системы и других компонентов, потребляющих давление, такие как колена, отсечной клапан, теплообменники и т.д.
При наблюдении за красной кривой расхода видно, что, когда ход клапана сравнительно мал, перепад давления не очень сильно меняется. Это означает, что форма графика расходной характеристики не сильно отличается от кривой действительного расхода клапана. Но по мере того, как относительное положение клапана увеличивается, из-за особенностей потерь давления в трубопроводной системе, перепад давления, доступный для клапана, начинает быстро снижаться. Это приводит к тому, что поток увеличивается медленнее, и гораздо меньше, когда клапан полностью открыт. Конечный результат анализа заключается в том, что равнопроцентная действительная пропускная характеристика будет показывать почти линейную установленную расходную характеристику при установке в системе со значительным количеством разветвлений трубопроводов и/или других элементов, потребляющих давление.
Метод расчетов
Расчет установившегося расхода основан на простой математической модели процесса (Таблица 1.2), использующая принцип, согласно которому потери давления в трубопроводной системе приблизительно равны расходу в квадрате.
Существует 10 вариантов вычислений расхода, один из которых основан на Cv клапана. В таблице 1.1 показан расчет для каждого 10-ти процентного прироста хода клапана от 10% открытого (относительный ход 0,1)до 100% открытого (относительный ход 1,0). Так как цель расчета – это расчет расхода, но перепад давления в клапане – это функция потока (которая изначально неизвестна), и требуется итеративный расчет. При расчете сделано первоначальное предположение расхода для каждого из 10 расчетов. Предположение всегда меньше, чем ожидаемый фактический расход для этого конкретного увеличения относительного хода.
Для первого приращения хода (относительный ход 0,1), первоначальное предположение произвольно устанавливается 0,01 от минимального указанного значения расчетного расхода. Разумно предположить, что расход в любом практическом регулирующем клапане при 10%-ном ходе будет больше, чем 1/100 минимального расчетного расхода. Для последующих расчетов (относительное увеличение хода в пределах от 0,2 до 1,0), первоначальное предположение – это фактический расход, вычисленный из предыдущего расчёта увеличения хода.
Расчет расхода при каждом приращении относительного хода начинается с первоначального предположения для расхода и соответствующего Cv (вычисляется с использованием этого предположения о расходе, P1 клапана и перепада давления, рассчитанного моделью в табл. 2 при таком расходе). Абсолютное значение разницы между этим Cv и вводом пользователя расчетного Cv клапана в таблице на рис. 1 записан для этой итерации.
Для следующей итерации предположение расхода увеличено на 1% выше расхода, использованного в предыдущей итерации, и вышеописанный процесс повторяется. После достаточного количества итераций список вычисленной разницы между фактическим Cv клапана и вычисленным Cv ищется минимальное значение. Этот минимум – это точка, в которой вычисленная Cv наиболее близка к Cv клапана в таблице 1.1 для этого приращения относительного хода. Расход от этой итерации затем становится в пределах 1%. Расход при этом шаге относительного хода для этого клапана в этой системе. После вышеприведенной процедуры для всех 10 шагов хода клапана, чертятся графики, которые показаны на рисунке 1.20.
Хотя ранее об этом не упоминалось, причина, по которой FL (Коэффициент восстановления давления жидкости в клапане) указан в таблице 1.1. объясняется тем, что итерационные расчеты проверяют и корректируют для дросселированного потока. Влияние трубных редуцирующих устройств на оба Cv и FL также включены в расчеты.
1.5. Подходы к эффективному подбору номинального диаметра регулирующей арматуры
Выбор регулирующей арматуры подходящего размера необходим для достижения высшей степени управления процессом. Сегодня расчет размеров регулирующей арматуры обычно выполняются с использованием компьютерных программ. Большинство производителей регулирующей арматуры предлагают программное обеспечение для определения размеров регулирующей арматуры бесплатно, однако в основном они применяются только к регулирующей арматуре производителя. Расчеты в программе подразумевают выбор из ряда имеющихся регулирующих клапанов. Обычно выбор включает типовые регулирующие клапаны с равнопроцентной характеристикой, линейные проходные клапаны, шаровые краны, эксцентриковые поворотные клапаны, высокопроизводительные дисковые затворы и сегментные шаровые краны. Эти типовые решения по выбору арматуры позволяют пользователю исследовать возможность применения различных типов и размеров регулирующей арматуры для конкретного применения, не оказывая предпочтение конкретному производителю арматуры.
Кроме того, существует множество комплексных таблиц в Excel, соответствующие методам ANSI / ISA-75.01.01 (IEC60534-2-1 Mod)-20012, а также уравнения расхода для подбора размеров регулирующей арматуры, которые доступны бесплатно на www.control-valve-application-tools.com. Эти таблицы применимы к регулирующей арматуре всех производителей и документированы так, чтобы пользователь мог проследить расчеты по уравнениям в стандарте.
Ниже представлен краткий обзор некоторых факторов, которые нужно учитывать, чтобы определить размер и выбрать правильную регулирующую арматуру для конкретного применения.
Выбор типа регулирующей арматуры
Выбор типа регулирующей арматуры, например, линейные седельные клапаны, шаровой, сегментный краны, дисковый затвор и т.д.) часто основывается на инструкциях или предпочтениях завода-изготовителя. Например, большинство регулирующей арматуры на бумагоделательных заводах обычно представляют собой шаровые или сегментные краны. Нефтеперерабатывающие заводы традиционно используют большое количество клапанов с линейным движением штока, хотя беспокойство по поводу выбросов в атмосферу заставило некоторых пользователей обратить внимание на поворотную регулирующую арматуру, потому что зачастую в таком случае легче получить долговременное уплотнение штока. Линейные клапаны имеют самый широкий спектр опций пропускной характеристики, снижения давления, температуры, шума и кавитации.
Линейные клапаны, как правило, самые дорогие. Сегментные шаровые краны, как правило, имеют более больший диапазон регулирования и почти в два раза большую пропускную способность от линейных клапанов сравнимого диаметра и, кроме того, они дешевле. Тем не менее, сегментные шаровые краны ограничены при наличии экстремальных температуры и давления и более подвержены шуму и кавитации, чем линейные клапаны. Поворотные затворы даже дешевле, чем шаровые краны, особенно больших размеров (8 дюймов и более). Они также имеют меньший диапазон регулирования, чем шаровые краны, и более подвержены кавитации. Эксцентриковые поворотные краны (общий термин, обычно применяется к клапанам с торговыми названиями, такими как Camflex, зарегистрированный товарный знак DresserMasoneilan и Finetrol, зарегистрированный товарный знак MetsoAutomation) сочетает в себе особенности поворотной регулирующей арматуры, такие как уплотнения штока с высоким сроком службы и компактная конструкция запорной регулирующей арматуры. В отличие от других типов поворотной регулирующей арматуры, которые имеют пропускную способность примерно вдвое больше, чем у линейной регулирующей арматуры, пропускная способность эксцентриковых поворотных плунжерных клапанов находится на уровне линейных клапанов.
Конечно, выбор типа регулирующей арматуры очень субъективен. При отсутствии четкого предпочтения завода, рекомендуется следующий подход для выбора типа регулирующей арматуры для применения, где регулирующая арматура будет 6 дюймов или меньше. Рассматривая давление, перепад давления, температуру, необходимую пропускную характеристику, кавитацию и шум, нужно сначала определить, будет ли работать сегментный шаровой кран. Если сегментный кран не подходит, следует выбрать линейный регулирующий клапан. Нужно иметь в виду, что клеточные клапаны не подходят для грязных сред. В тех случаях, когда применяется регулирующая арматура 8 дюймов или больше, рекомендуется сначала исследовать применимость высокоэффективного поворотного затвора из-за потенциальной значительной экономии в цене и весе.
Пропускная способность регулирующей арматуры
Как правило, системы со значительным количеством труб и фитингов (наиболее распространенный случай) обычно лучше всего подходят для равнопроцентных действительных характеристик регулирующей арматуры. Системы с очень маленькими трубами и другими элементами, потребляющими давление (где падение давления в регулирующей арматуре остается постоянным, и в результате, действительная характеристика регулирующей арматуры также является установленной характеристикой) обычно лучше подходят для линейных действительных характеристик регулирующей арматуры.
Переходные и сужающие устройства
Регулирующая арматура обычно устанавливаются в трубопроводе большего размера, чем сама регулирующая арматура. Чтобы приспособить меньшую по размеру регулирующую арматуру, необходимо прикрепить переходники (конфузоры). Так как размер регулирующей арматуры обычно неизвестен в то время, когда рассчитывается падение давления, доступное регулирующей арматуре, можно не включать переходники в расчеты потерь давления в трубопроводе. Вместо этого потери давления в переходниках рассчитываются как часть процесса определения размера регулирующей арматуры путем учета коэффициента геометрии трубопровода Fр. Все современные компьютерные программы для определения размера регулирующей арматуры включают Fр в расчеты. Поскольку Fр является функцией неизвестного Cv, требуется итеративное решение.
Данные расчетов
Расчет диаметра регулирующей арматуры будет надежным только в том случае, если данные процесса, используемые в расчете, точно соответствуют реальным процессам. Есть две области, где появляются ненадежные данные, и где нужно вводить корректировки. Для этого применяют два способа. Первый предполагает добавление коэффициента запаса к расчетному расходу. Второй включает определение размера падения давления ∆P. Однако проблема может возникнуть, если несколько человек участвуют в проектировании системы, и каждый добавляет коэффициент запаса, не понимая, что другие сделали то же самое.
Пожалуй, самая неправильно понятая область определения размера регулирующей арматуры – это определение перепада давления ∆P для использования в расчете размеров. ∆P не может быть произвольно конкретным без учета фактической системы, в которой будет установлена регулирующая арматура. Необходимо помнить, что все компоненты системы, за исключением регулирующей арматуры (например, труб, фитингов, запорной арматуры, теплообменников и т. д.) зафиксированы, и при скорости потока, требуемой системой (например, для охлаждения горячих химикатов до указанной температуры, поддержания указанного уровня в баке), потеря давления в каждом из этих элементов также зафиксирована. Только регулирующая арматура является переменным, и подключена к автоматической системе управления. Система управления отрегулирует регулирующую арматуру в нужное положение, чтобы установить требуемый поток (и, таким образом, достичь указанной температуры, уровня в баке и т. д.). В этом случае, часть всей системы перепада давления (разница между давлением в начале системы и в конце системы), которая не используется фиксированными элементами, должна появиться в регулирующей арматуре.
Правильная процедура определения падения давления в регулирующей арматуре в проектируемой системе, будет следующей:
1. Начните с точки, расположенной перед регулирующей арматурой, где давление известно, затем при данной скорости потока вычтите потери давления системы, пока вы не достигнете впускного отверстия клапана, так Вы определите P1.
2. Затем за клапаном, пока не найдете другую точку, где известно давление, и при заданной скорости потока обратно (перед впускным отверстием клапана) добавляя (так как вы двигаетесь к впускному отверстию) потери давления системы, пока не достигнете выпускного отверстия клапана, так Вы определите P2.
3. Теперь вы можете вычесть P2 из P1, чтобы получить ΔP.
4. Если вы планируете выполнить расчеты размеров больше одной скорости потока (например, при максимальном и минимальном расчетном потоке) необходимо повторить расчет P1 и P2 при каждой скорости потока, так как потери давления в системе (и напор насоса) зависят от потока. На рисунке 1.21. показан этот процесс.
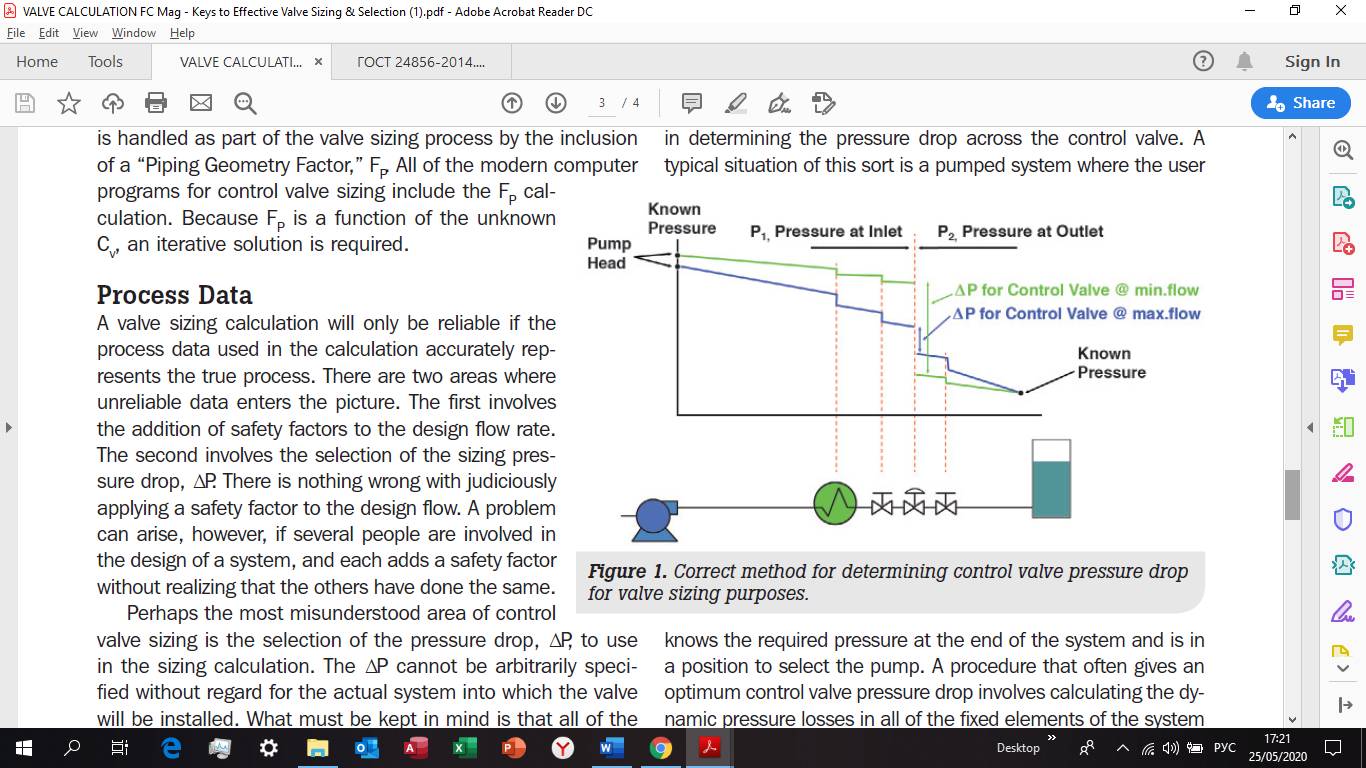
Рис. 1.21. Правильный метод определения падения давления в регулирующей арматуре в целях определения её размера.
В некоторых ситуациях пользователю нужна помощь при определении перепада давления в регулирующей арматуре. Типичная ситуация такого рода представляет собой насосную систему, в которой пользователь знает необходимое давление в конце системы и в праве выбрать насос. Процедура, которая часто дает оптимальное падение давления в регулирующей арматуре, включает в себя расчет потерь динамического давления во всех неподвижных элементах системы при расчетном уровне расхода. Для хорошего баланса по экономичности и качества регулирования следует добавить падение давления, равное половине динамических потерь для регулирующей арматуры. После добавления этой суммы к требуемому давлению в конце системы и любым изменениям в напоре, выберите насос, который соответствует требуемому давлению как можно ближе. Так как, вероятно, нужно будет выбрать насос, который не совсем точно соответствует расчетному требуемому давлению, следует пересчитать фактический размер регулирующей арматуры по ∆P, как описано в предыдущем абзаце. Проектирование при расчетном перепаде давления для регулирующей арматуры значительно меньшей, чем половина других динамических потерь, вероятно, приведет к системе, которая будет плохо регулировать. Проектирование при перепаде давления регулирующей арматуры, которое значительно выше, приведет к излишне высокой расходуемой энергии насосом, и может вызвать проблемы с шумом и кавитацией.
Кавитация в регулирующей арматуре
Дросселируемый поток жидкости в регулирующей арматуре приводит либо к парообразованию, либо, что чаще, к кавитации. Необходимо ее избегать, потому что кавитация в регулирующей арматуре почти наверняка приведет к высокому уровню шума, быстрому и серьезному повреждению клапана. Классический подход, объясняющий явление дросселируемого потока, заключается в предположении, что поток увеличивается линейно с квадратным корнем падения давления ΔP, пока ΔP не достигнет дросселируемого перепада давления ΔPchoked, а затем сразу становится полностью дросселируемым без дальнейшего увеличения расхода (см. пунктирные линии на рисунке 1.22.). Также представлен расход в зависимости от квадратного корня падения давления в соответствии со стандартами размеров регулирующей арматуры ISA / IEC.
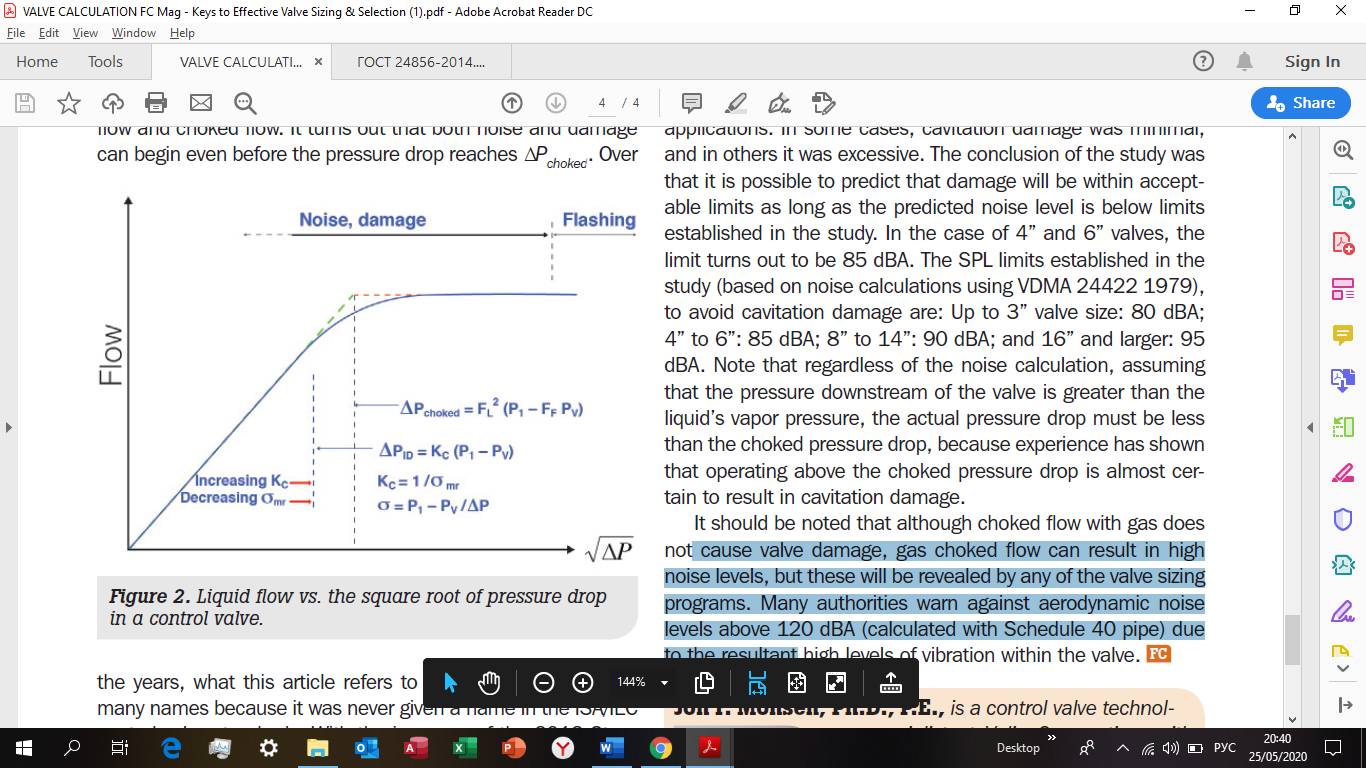
Рис. 1.21. Расход жидкости в зависимости от квадратного корня падения давления в регулирующей арматуре
В действительности существует определенное количество округлений на графике в точке ΔPchoked, как показано на рисунке 1.22. Это округление кривой потока прогнозирует кавитационные повреждения более тонко, чем просто сравнение действительного падения давления с рассчитанным перепадом дросселируемого давления, которое предполагает классическое рассмотрение о внезапном переходе между недросселируемым потоком и дросселируемым потоком. Оказывается, что и шум, и разрушение могут возникнуть еще до того, как падение давления достигнет ΔPchoked . На протяжении многих лет, то, что здесь называется ΔPchoked имело множество названий, потому что стандарты регулирующей арматуры ISA / IEC никак его не называло. С выпуском Стандарта-2012 впервые возникло название ΔPchoked».
Некоторые производители регулирующей арматуры прогнозируют возникновение кавитации путем определения начального повреждения, связанного с падением давления, которое иногда называют ΔPID, как показано в формуле на рисунке 1.21. Эти производители оценивают опыт фактического применения с кавитационными повреждениями и устанавливают то, что они считают значимым значением Kc для своей регулирующей арматуры. Один производитель, например, использует Kс для седельных клапанов, равные 0,7. Есть другие производители, которые, исходя из рекомендованной практики, ISA – RP75.23–1995, используют σ для обозначения различных уровней кавитации. Эти производители регулирующей арматуры публикуют значения, либо σmr (рекомендуемое производителем значение сигма) или σповреждения (σdamage).
Сигма определяется как «(P1 – Pv) / ΔP» σmr и Kс являются обратными величинами и, таким образом, передают ту же информацию. Высокие значения Kс перемещают точку начального повреждения ближе к ∆Pchoked, где более низкие значения σmr делают то же самое.
Хороший метод для прогнозирования кавитационных повреждений основан на том факте, что тот же элемент, который наносит ущерб, также вызывает шум, а именно схлопывание пузырьков пара. Идея корреляции шума с кавитационным повреждением получила свое начало в 1985. Ганс Бауманн опубликовал статью в журнале Chemical Engineering (Химической инженерии – www.chemengonline.com), где на основании некоторых тестов предельных повреждений, он установил максимальный уровень звукового давления, SPL, 85 дБА в качестве верхнего предела, чтобы избежать недопустимые уровни кавитационных повреждений в дисковых затворах.
Однако это зависит от применения. Так, по исследованию Джона Монсена, приведенного в журнале Flow Control, в некоторых случаях кавитационные повреждения были минимальными, а в других – чрезмерными. Заключением исследования было то, что можно предсказать, что ущерб будет в пределах допустимого, пока прогнозируемый уровень шума ниже предела, установленного в исследовании. В случае 4 и 6 дюймовых клапанов, пределом будет 85 дБА. Пределы SPL, установленные в исследовании (на основе расчетов шума с использованием VDMA 24422 1979), для избегания кавитационных повреждений таковы: для клапана не более 3 дюймов: 80 дБА; от 4 до 6 дюймов: 85 дБА; от 8 до 14 дюймов: 90 дБА; и 16 дюймов и больше: 95 дБА. Обратите внимание, что независимо от расчета шума, предполагая, что давление на выходе регулирующей арматуры больше, чем давление паров жидкости, фактическое падение давления должно быть меньше, чем перепад дросселируемого давления, потому что опыт показал, что работа над перепадом дросселируемого давления почти наверняка может привести к кавитации.
Следует отметить, что, хотя дросселируемый поток с газом не вызывает повреждения регулирующей арматуры, дросселируемый поток газа может привести к высокому уровню шума, но они будут обнаружены любой программой определения размеров регулирующей арматуры. Многие специалисты предупреждают об уровне аэродинамического шума выше 120 дБА (рассчитано с трубой по графику 40) из-за получающегося в результате высокого уровня вибрации внутри клапана.
1.6. Установленное усиление как критерий настройки регулирующей арматуры
Для того чтобы получить хорошее и стабильное качество регулирования во всём диапазоне требуемого расхода, необходимо использовать регулирующую арматуру, которая имеет линейную расходную характеристику, или таковую как можно ближе к линейной в большинстве систем. Это известно. Часто сложно сравнить качество регулирования двух клапанов с менее идеальными расходными характеристиками, просто изучая графики их расходных характеристик, но можно узнать больше о том, насколько хорошо они будут управлять конкретной системой, если изучить их установленное усиление (прим. в профессиональной литературе в РФ – коэффициент усиления).
Установленное усиление
График слева на рисунках 1.23 и 1.24 представляет собой предположительную расходную характеристику регулирующей арматуры, а график справа – соответствующее установленное усиление. Усиление устройства определяется как отношение изменения производительности (расхода) на соответствующее изменение пропускной способности. В случае регулирующей арматуры, производительность – это расход в системе (q), а потребляемая мощность – ход клапана (h) таким образом, его установленное усиление определяется как:
Усиление = Δq / Δh.
Графическая интерпретация установленного усиления – это наклон установленной характеристики расхода, а математическая интерпретация установленного усиления есть первая производная от характеристики установленного расхода.

Рис. 1.23. Установленная пропускная характеристика и установленное
усиление трех регулирующих клапанов
Рис. 1.24. Установленная пропускная характеристика и установленное усиление равнопроцентного клапана, установленного в системе со значительным количеством труб и / или других устройств, работающих под давлением.
Зеленая линия на графике слева на рисунке 1.23. представляет собой характеристику идеального линейного установленного расхода, где идеальная линейная установленная характеристика – это прямая линия, и изменения относительного хода клапана (Δh) влияют на равные изменения относительного расхода (Δq). На рисунке изменение положения клапана на 1% вызывает изменение расхода на 1 %. Поскольку наклон зеленой линии постоянен, то установленное усиление этого клапана также будет постоянным, и так как изменение положения на 1% вызывает изменение относительного расхода на 1 %, его установленное усиление будет равно 1, (усиление = 1% / 1% = 1,0). Так же, как зеленая линия на графике установленной характеристики представляет собой идеальную линейную установленную пропускную характеристику, зеленая линия на графике установленного усиления с постоянным значением 1,0 представляет идеальный установленный коэффициент усиления.
Невозможно получить точную идеальную установленную характеристику и установленное усиление, потому что:
1) реальные клапаны не имеют точный линейный или равный процент действительной пропускной характеристики;
2) взаимодействие между равным процентом действительной характеристики и характеристики системы не сокращают друг друга.
Тем не менее, каждый расчетчик стремится приблизиться к указанным показателям насколько это возможно. Вот почему идеальная линейная установленная характеристика и постоянное установленное усиление, равное 1,0, являются эталоном.
На рисунке 1.23 есть два других клапана с прямой линией пропускной характеристики. У одного очень крутой наклон, а у другой небольшой. Клапан с синим графиком, у которого установленная расходная характеристика имеет крутой наклон, очень чувствителен. Его график установленного усиления имеет постоянное, но большое значение.
Клапан с красным графиком, у которого установленная расходная характеристика имеет небольшой наклон, не очень чувствителен. (На рисунке показана только часть клапана, которая нас интересует). Его усиление изображено на графике в виде константы, но имеет небольшое значение.
Ни один из этих клапанов не будет хорошей регулирующей арматурой. Клапан с низким усилением не будет хорошей регулирующей арматурой, потому что, когда шток клапана движется, расход почти не меняется. Регулирующая арматура, которая, когда она движется, не изменяет расход, не такая уж и регулирующая. Клапан с крутым наклоном имеет очень высокий коэффициент усиления, и, следовательно, небольшие изменения в положении клапана вызывают очень большие изменения в расходе. Это менее очевидно, почему этот клапан не будет хорошей регулирующей арматурой. Когда две части (такие как шар и седло или ось клапана и сальник) соприкасаются друг с другом, они проявляют два вида трения. Когда части не двигаются, они, как правило, держатся вместе и трение высокое. Когда они движутся, трение становится намного ниже. Взаимодействие между статическим и динамическим трением затрудняет позиционирование клапана именно там, где он должен быть. Из определения усиления, изменение расхода равно произведению изменения положения на установленное усиление (Δq =Δh* Усиление). Если клапан с высоким усилением (установленное усиление которого равно 4) может позиционироваться только в 1%-ном приращении, наиболее точно этот расход можно было бы контролировать в 4%-ном приращении, которое может быть недостаточно точным.
Поняв значения установленного усиления, и то, как можно применить это понятие к равнопроцентному клапану в системе с большим количеством труб (и /или другие элементы, потребляющие давление), где установленная характеристика почти линейная, но слегка S-образная, как показано на левом графике рисунка 2? Пунктирные линии представляют предположительную идеальную линейную установленную характеристику и результирующий идеальный установленный коэффициент усиления с постоянным значением равному 1,0. Здесь форма графика установленной характеристики постоянно меняется, также как и ее наклон. Рассмотрим мгновенный наклон и, следовательно, установленное усиление в нескольких точках.
В точке 1 проведена касательная к установленной расходной характеристике, для представления мгновенного наклона установленной расходной характеристики (и, следовательно, установленное усиление) в точке 1. Эта касательная не такая крутая, как идеальная линейная установленная характеристика и, следовательно, усиление меньше идеального, равного 1,0. Точка была помещена на график установленного усиления (точка 1), который меньше идеального усиления равного 1,0.
В точке 2, если изобразить касательную к графику установленной характеристики, то она была бы параллельна идеальному линейному графику. Это означает, что в точке 2 мгновенное усиление составляет 1,0, а соответствующая точка 2 находится на графике установленного усиления при усилении 1,0. Если продолжить изображать касательные линии в точках 3, 4 и 5, то соответствующие точки 3, 4 и 5 на графике установленного усиления будут достигнуты.
Как правило, установленная характеристика и график установленного усиления равнопроцентного клапана в системах с большим количеством труб (и / или других элементов, потребляющая давление), что является наиболее распространенным случаем, будет иметь формы, аналогичные тем, что на рисунке 2, но не обязательно симметричные, как показано на рисунке.
Установленное усиление. Рекомендации
Ниже приведены рекомендации и правила, которые ПО подбора и выбора регулирующей арматуры Metso – Nelprof использует для определения подходящего размера и выбора клапана) для повышения усиления и ее вариации.
В пределах указанного диапазона урегулирования:
1. Усиление>0,5
2. Усиление<3.0
3. Усиление (max) / Усиление (min) <2.0
4. По возможности постоянное
5. По возможности близкое к 1,0
В пределах указанного диапазона регулирования (по определению, система не будет регулировать за пределами этого диапазона, поэтому не важно, что там происходит), то есть между минимальной и максимальной требуемой пропускной способностью, усиление не должно быть меньше 0,5 или больше чем 3,0. Важно помнить, что определение усиления – это изменение расхода, равное изменению положения клапана, умноженное на коэффициент усиления (Δq =Δh * Усиление). Если усиление слишком низкое, когда клапан движется, расход вряд ли изменится. Это означает, что клапан будет неэффективным в управлении расходом. Если усиление слишком велико, небольшие ошибки в положении клапана приведут к большим ошибкам в расходе, тем самым затрудняя или делая невозможным точное регулирование.
Как правило, если усиление изменяется не более, чем в соотношении 2 к 1, можно было бы подобрать один набор параметров настроек ПИД регулятора, и в результате получим хороший контроль и стабильность на протяжении всего диапазона необходимого расхода. Как только изменение усиления в пределах указанного диапазона расхода станет больше, будет сложнее настроить систему для стабильного и хорошего регулирования.
При выборе лучшего клапана из нескольких, которые отвечают первым трём критериям, следует рассмотреть критерии 4 и 5. Коэффициент усиления должен быть постоянным, насколько это возможно. Чем более постоянно усиление, тем более интенсивные настройки ПИД-регулятора могут быть использованы без опасности нестабильности. Усиление должно быть так же близко к 1, насколько это возможно. Обычно, при сравнении установленного усиления различных клапанов для того же применения, поскольку усиление становится более постоянным, он также приближается к 1.
Выбор лучшего клапана на основании установленного усиления
Существует программа определения размера регулирующего клапана, которая основана на базе данных действительных характеристик реальных клапанов, наряду с некоторой предоставленной пользователю информацией о том, как изменяется перепад давления в системе с расходом. Эта программа может рассчитать и построить график установленной характеристики расхода конкретного типа и размера клапана в конкретной системе. Далее программа рассчитывает первую производную от установленной пропускной характеристики и строит ее график установленного усиления. Для того чтобы программа определила модель процесса, как минимум две точки расхода (максимум и минимум требуемого расхода), требуются вместе с указанными значениями указать давление перед регулирующим клапаном P1 и перепад давления на регулирующем клапане ΔP.
Используя это программное обеспечение, можно показать, как анализ установленного усиления может помочь выбрать лучшую регулирующую арматуру для конкретной системы. Демонстрация основывается на системе, показанной на рисунке 1.25. График на рисунке 1.25 показывает, как P1, P2 и ΔP изменяются в зависимости от расхода как по образцу программного обеспечения. Целью является выбрать клапан, чьё установленное усиление выполнит лучшую работу, отвечая рекомендациям выше. Для этого примера такие вещи, как предельный расход, шум и скорость не влияют на выбор, позволяя сосредоточиться на установленном усилении.

Рис. 1.25. Пример выбора лучшего клапана для управления конкретной системой
На рисунке 1.26 показана установленная пропускная характеристика двух клапанов, рассматриваемых для применения: 6-дюймовый сегментный шаровой кран и 3-дюймовый сегментный шаровой кран. Акцент был сделан на части графиков установленного расхода, которые находятся в указанном диапазоне расхода от 80 до 550 галл./ в мин. Так как сегментный шаровой клапан имеет собственную равнопроцентную пропускную способность, и, так как в системе, где падение давления на клапане уменьшается с увеличением расхода, не удивительно что установленная пропускная характеристика почти линейна (особенно внутри указанного диапазона расхода). Этот сгенерированный компьютером график показывает, насколько линейны установленные характеристики и насколько большой запас прочности на каждом конце требуемого диапазона расхода.
Тем не менее, так как вертикальная шкала упорядочена так, чтобы показать фактический расход, делённый на полностью открытый расход для каждого клапана, при сравнении нескольких клапанов для одного и того же применения, можно не заметить различий в величине наклона на графике и, следовательно, чувствительность к изменениям в положении клапана.

Рис. 1.26 Установленные пропускные характеристики 6 и 3- дюймовых сегментных шаровых кранов в системе, указанной на рисунке 1.25.
Если данные на рисунке 1.26 были нанесены на GPM шкале (галлоны в мин.), а не на расходе, делённом на полностью открытый расход, они будут выглядеть как на рисунке 1.27, где относительная величина наклона разных клапанов хорошо видна. Программа использует график, как на рисунке 5, где усиление рассчитано исходя из максимально необходимого расхода, qmax, то есть усиление = Δ (q / qmax) / Δh.
Обратите внимание, что этот график по шкале GPM не виден пользователю.

Рис. 1.27. Установленная пропускная характеристика клапанов из рис. 1.26
отображает истинные отношения между ее полностью открытой пропускной способностью и чувствительность к изменениям хода клапана
На рисунке 1.28 показано установленное усиление тех же двух клапанов.

Рис. 1.28. Установленное усиление 6 и 3 дюймовых сегментных шаровых кранов в системе из рис. 1.25.
Акцент также был сделан на части графика, которые находятся в указанном диапазоне расхода от 80 до 550 галлонов в мин. Проанализировав два графика, сразу ясно, что 3-дюймовый клапан – лучший вариант, так как он отвечает всем вышеперечисленным рекомендациям по установленному усилению, а 6-дюймовый клапан – нет. 6-дюймовый клапан имеет максимальное усиление около 3,5. Это означает, что в этот момент положение клапана с отклонением на 1% может вызвать ошибку расхода в 3,5%. Напротив, аналогичное положение 3-дюймового сегментного клапана с отклонением на 1% приведет к ошибке расхода в 2%. Изменение в усилении в пределах указанного диапазона расхода составляет около 2 к 1 для обоих клапанов. Усиление 3-дюймового клапана явно ближе к 1, чем 6-дюймового клапана. Если бы был проанализирован 4-дюймовый клапан, было бы установлено, что он лучше, чем 6-дюймовый клапан, но не так хорош, как 3-дюймовый клапан. Обратите внимание, что на графике усиления 1,0 на оси q / qmax будет всегда максимально необходимым расходом.
Примечание: программа не может отображать результаты для двух клапанов одновременно. Приведенные выше графики были получены путем объединения результатов двух графиков в один. При использовании программы подбора размеров, можно быстро пошагово просматривать графики для каждого из нескольких клапанов для удобства сравнения.